- 17.めっきによる歪みを取る方法は?開く
亜鉛めっきによる歪みの矯正は、山形鋼、溝形鋼、H形鋼、鋼管などのような単純な形状の構造であれば、長さ方向に湾曲の歪みが発生しても、矯正機でほとんど完全に歪みを取ることができます。
ただし、溝形鋼やH形鋼などのねじれなど、複雑な歪みを矯正することは困難であります。
溶接構造物で比較的単純な構造で、しかも単純な歪みであればプレス機で矯正することができますが、一般的にはめっき後、歪みを矯正することは困難です。
したがって、歪みの発生をできるだけ少なくするために、設計段階で構造や歪み防止の対策を検討しておく必要があります。歪みの原因とその対策として考えられることとして下記のような点があげられます。
1.鋼材の残留応力によるもの
熱間加工時に生じた歪みを冷間加工で矯正すると、残留応力が生じる場合があります。めっき時の加熱によりこの残留応力が解放されて、もとの状態に戻ろうとするため、歪みを生じることとなります。
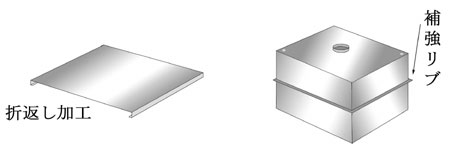
これを防ぐ方法としては、補強材をつける、溝加工や折返し加工をするなどのほか、めっき前に焼きなましをすることにより歪み発生を軽減することができます。
2.めっき工程で生じる部材の局部的温度差
めっき浴への浸せき、引き上げ、水冷などの時に部分的に急激な温度差を生じることは避けがたく、この時の熱膨張速度の差による一時的な変形が永久歪みとして残る場合があります。
このような傾向は部材を構成する板厚の差が大きいほど生じやすいので、板厚はなるべく均一にそろえた方が歪みに対しては有利です。一応の目安としては、板厚の比は2.5以下と考えておくとよいでしょう。3.溶接による局部加熱
鋼材を溶接すると局部加熱により引張りおよび圧縮応力を生じ、ある方向に歪みを生じることがあります。下の図は溶接の形状と歪み発生の関係を例示したものです。実際には構造物全体との関係、溶接条件などによって歪みが全くでなかったり、また逆の方向に歪みが発生することもあります。
めっきを施す部材の形状・加工方法等とめっきによる変形の状況について取りまとめると次のようになります。(1)素材の肉厚の異なった組合せはできるだけ避け、めっき後ボルト接合とするのが望ましい。
(2)使用する部材は左右対称な形状のものが歪み発生は少ない。
(3)曲げ加工はできるだけ曲率半径を大きくした方が変形が少ない。
(4)溶接は連続溶接の方がスポット溶接より変形が少ない。また突合わせ溶接のの場合は同一溶接条件で両面から溶接した方がよい。
(5)箱型品は、めっき時のガスや溶融亜鉛の流入・流出が容易なように、開放部や穴をできるだけ大きくする。めっき浴より引上げ途中、すくい上げられた亜鉛の重量や、品物の自重によって歪みが発生する場合がある。