- 15.めっき後溶接または切断した部分の補修方法は?開く
溶融亜鉛めっきの皮膜は密着性が非常にすぐれており、通常の取扱いでは剥離や破損することはありません。
しかし溶融亜鉛めっき後、溶接によって切断や接合をすれば、溶接部は勿論のこと、熱影響を受けた部分のめっき皮膜も破損することになります。また、過酷な曲げ加工や鋭利なもので強い衝撃を加えれば、めっき皮膜に亀裂、浮き上りなどを生じ、極端な場合は剥離を生じることがあります。
溶融亜鉛めっき後、溶接により接合された部分
亜鉛めっき皮膜が残存している状態で溶接接合をすると、亜鉛が鋼中に拡散し、接合力を低下させます。
例えば、19φの溶融亜鉛めっきされた異形棒鋼の端部どうしを溶接し、引張試験を行うと、亜鉛めっきしていないものに比べて約1/3になります。
したがって、使用中、圧縮や引張応力のかからない場合は、亜鉛めっきのまま溶接されることが多いのですが、これらの力のかかる場合は接合部の亜鉛は事前に除去しておく必要があります。このような場合は、設計当初からボルト接合にしておくことをおすすめします。
亜鉛を事前に除去しておく方法としては、めっきされる前に溶接部分に耐熱塗料などを塗布しておき、不めっきとすることが一般的です。
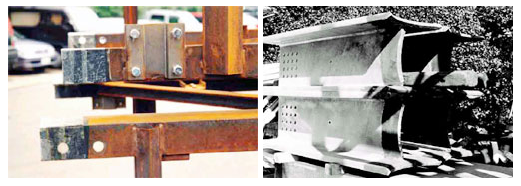
下左の写真は溶接部ではありませんが、接合部を部分不めっきとするため、該当部分に耐薬品・耐熱性塗料を塗布し、かつその上をマスキングテープで保護している例、右の写真は部分不めっき処理後めっきした部材の例です。
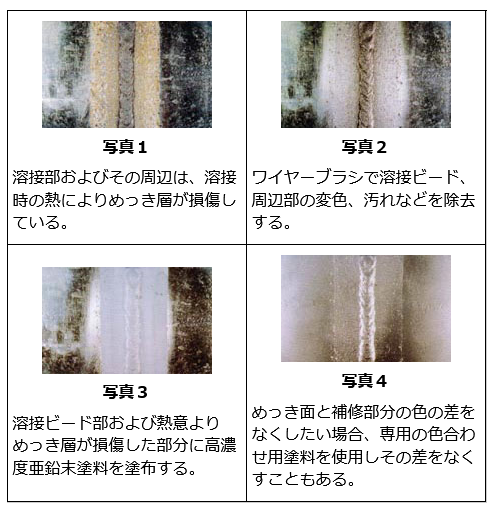
部分不めっきが出来なかった時は、溶接熱で損傷しためっき皮膜を補修する必要があります。この場合は下図に示すように、溶接部の汚れ、酸化皮膜などをワイヤブラシなどを用いて取り除き、高濃度亜鉛末塗料で補修するのが、もっとも簡単でかつすぐれた方法です。
その他の補修方法としては、亜鉛 – 低融点金属合金(亜鉛ハンダ)による方法、溶射法などがありますが、作業性や必要設備の点で万能とは言えません。
2.溶融亜鉛めっき後、カッターや金のこなどで切断された部分
カッターで切断される際はできるだけ低速で切断してください。高速で切断すると周辺が熱を帯びてめっき皮膜の一部が破損します。また切断された面には、めっき皮膜が存在しませんので溶接部の補修と同様の処置が必要です。